
Table of contents
- Let's Be Honest About What This Industry Gets Wrong
- What Is Wet Wipe Contract Manufacturing?
- The Wet Wipe Market: Why It Matters More Than Ever
- Step-by-Step: How Wet Wipes Are Actually Made
- Product Types: What Kind of Wipe Do You Actually Need?
- Regulatory Compliance: Where Brands Get Into Serious Trouble
- FDA-Regulated Wipes: It Depends on the Claim
- EPA-Registered Disinfecting Wipes: More Complicated Than It Looks
- CGMP: Not Optional, Not Negotiable
- Quality Assurance: Zero Defects Is the Only Standard
- Sustainability: The Green Revolution in Wet Wipe Manufacturing
- Why U.S.-Based Manufacturing Is a Strategic Advantage
- How to Choose the Right Wet Wipe Contract Manufacturer
- The Rebel Converting Difference: We're Rebels with a Cause
- We Don't Compete with Our Own Customers
- We'll Tell You When You're Wrong, Respectfully
- Our People Know Your Product
- Our Equipment Is Built for Your Specifications, Not the Other Way Around
- We Give Back, Because We Think That Matters
- Frequently Asked Questions
- Ready to Start a Conversation?
Let's Be Honest About What This Industry Gets Wrong
Here's something most contract wet wipe manufacturing companies won't admit to you upfront: this industry is full of companies that will take your purchase order, run your product on whatever equipment happens to be available that week, and ship it out the door without losing a single night of sleep over whether it actually works the way you need it to.
That's not a cynical take. It's just the reality of a manufacturing category where the barrier to entry is low, where regulatory oversight is uneven, and where a lot of brands, especially first-timers, don't know the right questions to ask until something has already gone wrong.
We started Rebel Converting because we got tired of watching that play out. We're a family-owned operation out of Milwaukee, Wisconsin, and we've built this business on a pretty simple principle: your brand's success is the only reason we exist. Not our production throughput numbers. Not our margins on a given run. Your success.
This guide is our attempt to give you the knowledge you need to protect yourself regarding wet wipe manufacturing and to find the right partner, whether that ends up being us or not. We'll walk you through how wet wipes actually get made, what the regulatory landscape really looks like, what quality assurance should mean in practice, and what questions separate a great contract manufacturer from one that's going to cost you a product recall and a ruined retail relationship.
"Excellence is our standard, and zero defects, our commitment." - Michael Kryshak, Owner
Read this whole thing before you sign anything.
What Is Wet Wipe Contract Manufacturing?

Wet wipe contract manufacturing is the process by which a specialized manufacturer produces moistened towelette products on behalf of a brand, retailer, or distributor. The contract manufacturer handles the production substrate selection, solution blending, saturating, folding, sealing into canisters or pouches, and labeling while the brand owns the product identity.
The word "converting" refers to the transformation itself: advanced nonwoven fabrics are converted into finished wipe products through a series of precision manufacturing steps. You own the formula, the label, the positioning. We own the infrastructure, the equipment, the regulatory expertise, and the quality systems to bring it to life. (on a scale).
Why does this model exist? Because wet wipe manufacturing is genuinely hard. It sits at the intersection of chemistry, material science, regulatory law, and precision engineering. Building that capability in-house would cost most brands tens of millions of dollars and years of ramp time. Contract manufacturing gives you world-class production capability from day one without the capital outlay but only if you choose the right partner.
The Wet Wipe Market: Why It Matters More Than Ever
The global wet wipe market has grown substantially over the past decade, driven by rising hygiene awareness, expanding healthcare needs, industrial cleaning demand, and consumer convenience preferences. From hospitals and long-term care facilities to manufacturing floors, gyms, households, and school classrooms, wet wipes have become indispensable across virtually every sector of the economy.
Market categories include hygienic personal care wipes, disinfecting surface wipes, industrial-strength degreaser towelettes, medical-grade wipes for clinical settings, baby wipes, makeup removal wipes, and specialty products for electronics, food service, and automotive applications. Each category has its own substrate requirements, chemical formulation demands, and regulatory framework.
The pandemic reshaped how sophisticated buyers think about supply chain resilience permanently. Brands with domestic manufacturing partners were able to pivot and scale when demand exploded; those relying on overseas supply chains faced months of crippling delays during the period of highest demand in the industry's history. "Made in the USA" wet wipe manufacturing went from a nice-to-have to a genuine strategic necessity almost overnight.
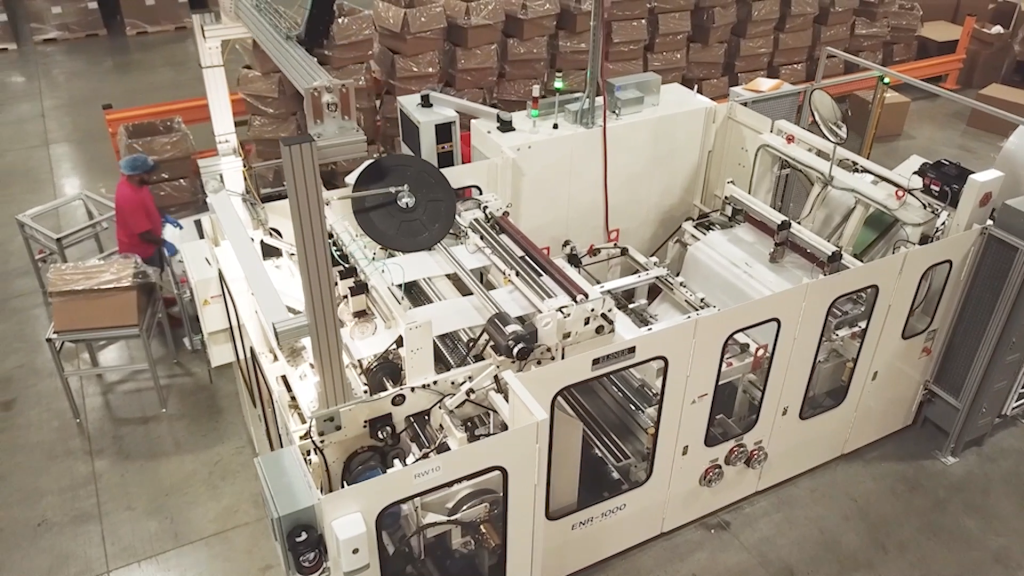
Wet Wipe Manufacturing Process (Step-by-Step)

Understanding the manufacturing process helps you ask better questions, set better specifications, and spot a manufacturer who doesn't know what they're doing. Here's how it works.
1. Substrate Selection
The substrate is the physical material of the wipe; the fabric that holds the solution and does the actual work. Most wet wipes use nonwoven fabrics: engineered fiber mats rather than woven textiles. Common fiber types include spunlace polyester, rayon, pulp, polypropylene, bamboo, hemp, cotton, or blends. Each has different strength, absorbency, softness, cost characteristics and environmental impact.
For industrial applications, you need heavy-weight, high-tensile substrates that can stand up to grease, solvents, and real mechanical force. For hygienic personal care, softer skin-safe fabrics are appropriate. Eco-conscious brands are increasingly specifying plant-based, tree-free, biodegradable substrates that break down after use without leaving microplastics behind. At Rebel, all substrate raw materials originate in the USA giving our clients full traceability and supply chain stability that offshore-dependent manufacturers can't match. Maybe, at Rebel, whenever humanly possible our substrate materials are domestic a few substrates (bamboo – do not yet have a domestic source)
2. Solution Formulation and Custom Blending

The solution is what makes a wet wipe do its job. It can be as simple as purified water with preservatives for a gentle facial wipe, or as complex as an EPA-registered hospital-grade disinfectant containing precise concentrations of active ingredients. The solution must be effective, stable over the product's shelf life, compatible with the substrate, and compliant with applicable regulations.
Rebel Converting's in-house chemistry lab handles solution development, reformulation, and testing across a wide range of market segments. If you come to us with an existing formula, we'll evaluate it honestly including telling you if it has problems or could be improved. If you need one built from scratch, we have a full formulating lab where we develop it to your performance and regulatory requirements.
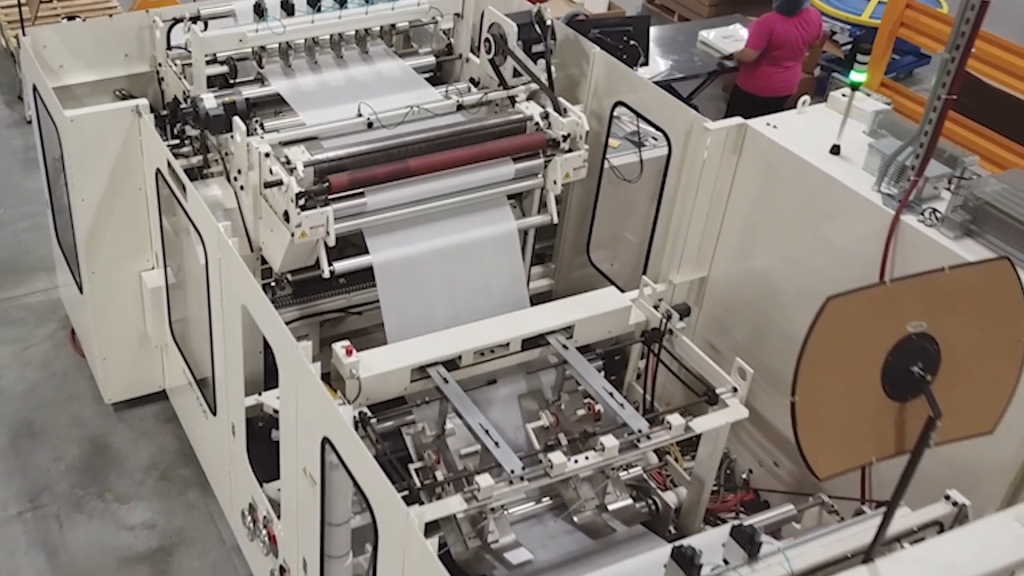
3. Saturating and Converting
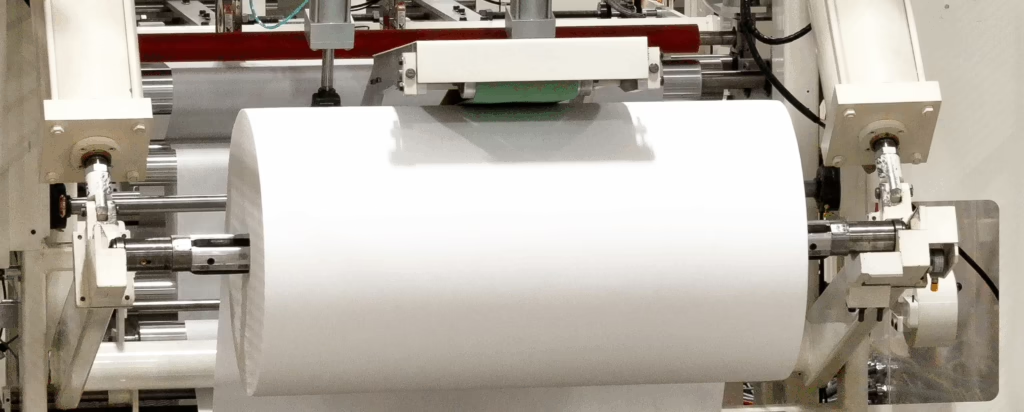
Once substrate and solution are specified, the converting process begins. Large rolls of nonwoven fabric are saturated with solution at a precisely controlled ratio; the wet-to-dry add-on rate. Too little solution and the wipe underperforms. Too much and it drips, leaks, or degrades prematurely.
The material is then cut, folded, or rolled and saturated depending on the product format. Rebel Converting's converting equipment is extensively customized, not off-the-shelf to meet demanding order specifications, from small four-inch pocket canisters to high-count large-folded towels in five-gallon pails.
4. Packaging and Labeling
Packaging preserves product integrity, prevents evaporation or contamination, communicates your brand, and must meet regulatory labeling requirements. Common formats include resealable canisters, flexible pouches, flow-wrap sachets, flat packs, and bulk drums for commercial dispensing.
One area where Rebel Converting stands apart is our IML (In-Mold Labeling) capability. Most canisters on the market use a label applied after the fact: a sticker or sleeve that scratches, wrinkles, peels, and fades. IML works differently. A preprinted polypropylene label is placed inside the injection mold before the canister is formed. When the molten plastic is added, the label fuses permanently with the canister wall. They become one unit, not two. The result is a package that's more durable, more hygienic (no edges to lift, no surfaces to crack), and frankly, better-looking than anything a traditional label can produce. We're talking high-resolution digital printing at a quality level that puts most magazine printing to shame. And because we invested in dedicated injection mold cells with pick-and-place robotics, artwork changes are fast and cost-effective; no printing plates, no long lead times, no minimum run commitments that lock you into a design you've already moved past.

If you've ever been frustrated watching your beautifully designed label look blurry and faded on shelf six months after launch, IML is worth a serious conversation. The industry has noticed. In early 2026, the In-Mold Decorating Association (IMDA) recognized Rebel Converting with two Honorable Mentions in their 2025 IMDA Awards Competition — one for Best Use of In-Mold Labeling in a Large Container, and one for Sustainable Use of In-Mold Processes for our 100% recyclable label structure incorporating 40% post-consumer recycled content. These are international awards judged on design complexity, innovation, functionality, and manufacturing execution. We're proud of them — but more importantly, they mean your canister is built on technology that the industry's own experts have independently validated.
Every product Rebel Converting makes carries your brand — never ours. We don't sell under our own label. Your brand identity is what we're in the business of protecting.
Product Types: What Kind of Wipe Do You Actually Need?
Not all wet wipes are created equal, and the category you're entering shapes every wet wipe manufacturing decision downstream. Here's a breakdown of the primary product types Rebel Converting produces.
Hygienic Wipes

Designed for personal care and surface sanitation in hygiene-sensitive environments healthcare facilities, clinical settings, personal use. These are frequently subject to FDA or EPA oversight depending on the claims on the label.
Industrial Xtreme Wipes
Heavy-duty wipes for manufacturing, automotive, food processing, and maintenance environments. These need substrates with high tensile strength and superior solvent resistance, able to tackle grease, machine oil, industrial adhesives, and abrasive soils that would shred a standard consumer wipe.
Hi-Count Wipes

High-count configurations hold significantly more wipes per package, reducing per-unit cost, minimizing packaging waste, and improving dispensing efficiency for commercial or institutional buyers. Rebel Converting is one of the leading U.S. suppliers of hi-count wet wipe formats.
Large Fold Wipes
Oversized, heavy-duty folded wipes for operating rooms, industrial facilities, and commercial kitchens. Maximum surface coverage per pull, typically dispensed from five-gallon pails. A workhorse in clinical, janitorial, and food processing settings.
Dry Rolls

Coreless dry rolls are the substrate in unsaturated form, bulk rolls or canister-ready formats the end user saturates with their own solution. Popular in industrial maintenance and healthcare settings where facilities want to control their own chemistry. Rebel Converting is one of the largest U.S. suppliers of fill-your-own dry rolls in both bulk and canister configurations.
How Much Does Wet Wipe Manufacturing Cost?
Wet wipe manufacturing costs vary based on several factors:
Key cost drivers:
- Substrate material (biodegradable = higher cost)
- Formula complexity
- Packaging type
- Order volume (MOQ)
- Regulatory requirements (EPA/FDA)
Typical ranges:
- Low-volume runs: Higher cost per unit
- High-volume production: Significant cost reduction
Regulatory Compliance: Where Brands Get Into Serious Trouble
I'll be straight with you. Regulatory compliance is the area where we see brands make the costliest mistakes, not because they're careless, but because the landscape is genuinely confusing, and because some manufacturers will let you walk right into a problem rather than slow down the sale.
Here's the thing about wet wipe regulation: what a wipe is called matters far less than what it claims to do. That distinction determines which federal agency is watching, what manufacturing standards apply, and what you need to prove before you can legally sell the product.
FDA-Regulated Wipes: It Depends on the Claim
A baby wipe that only claims to clean skin is a cosmetic, minimal regulatory burden. That same wipe, if it claims to kill bacteria or treat a skin condition, becomes an OTC drug. Wipes used in surgical prep or wound care can be classified as medical devices. Each classification carries different manufacturing standards, labeling rules, and pre-market obligations that can take months to navigate if you're not prepared.
We have deep experience in FDA-regulated wipe production, including products classified as medical devices. Our quality systems are built around Current Good Manufacturing Practices ,CGMP,which is the FDA's framework for ensuring consistent product quality across every single run. CGMP isn't a plaque on the wall. It's a living system of documentation, process control, training, and continuous improvement. Any manufacturer who can't walk you through their CGMP systems in detail is not the right partner for a regulated product. Full stop.
EPA-Registered Disinfecting Wipes: More Complicated Than It Looks
If your wipe claims to kill, disinfect, or sanitize, anything on hard surfaces ,the EPA is involved. Disinfecting wipes are registered as pesticides under FIFRA. That registration requires rigorous efficacy data demonstrating your product kills the specific pathogens listed on your label under the specified contact conditions. You cannot just put "kills 99.9% of bacteria" on a label and start shipping. That claim has to be proven, registered, and maintained.
Rebel's lab supports EPA-regulated products including surface sanitizers, disinfectants, and degreaser towelettes. We use validated testing equipment to analyze active ingredient concentrations, from sodium hypochlorite to quaternary ammonium compounds, ensuring every batch meets the registered formula specifications that underpin your EPA registration claim. When a batch drifts, we catch it in the lab, not at the hospital or retailer.
CGMP: Not Optional, Not Negotiable

We want to be clear about something: any manufacturer telling you they can produce FDA or EPA regulated wipes without robust CGMP systems is either uninformed or lying to your face. CGMP covers everything, facilities, equipment, personnel qualifications, raw material traceability, production documentation, lab controls, stability data, and audit trails.
At Rebel Converting, CGMP isn't a compliance box we check once a year. It's the operating philosophy of every department, from the receiving dock to the shipping bay. That's not marketing language. Come visit our facilities in Milwaukee and Saukville and see it for yourself.
Quality Assurance: Zero Defects Is the Only Standard
"Excellence is our standard, and zero defects, our commitment." That's a promise from our owner Michael Kryshak, and it describes a quality management system built into every layer of this operation.
Rebel's quality activities span the entire product lifecycle: raw material testing, validation protocol development and execution (IQ, OQ, PQ), process control, routine inspections, controlled documentation, analytical testing, stability studies, final product review, and release. Our Quality Department isn't a siloed function, it’s integral to operations, engineering, and customer service.
Key quality functions include:
- Incoming raw material inspection and supplier qualification
- In-process quality control: product sampling, inspection, and non-conformance management
- Analytical lab testing: pH, active ingredient concentration, moisture content, substrate tensile strength
- Root cause analysis and corrective/preventive actions (CAPA)
- Regulatory documentation and audit support
- Product stability testing to confirm shelf-life performance
- Continuous improvement programs to reduce waste and improve process efficiency
This is what separates a quality-first manufacturer from a production-first operation that treats QA as a burden. Our quality team doesn't prevent production from moving fast, it gives production the systems and information to move fast without generating defects.
Sustainability: The Green Revolution in Wet Wipe Manufacturing
Sustainability is no longer a “nice to have”—it’s quickly becoming the baseline for doing business in the wipes industry. Brands, retailers, and consumers are all moving in the same direction: toward products that deliver strong performance without harming the environment.
Traditional wet wipes have long relied on polyester and polypropylene-based nonwovens. These materials don’t biodegrade and can contribute to microplastic pollution in waterways and oceans. That’s a real issue—and one the industry can’t ignore.

At Rebel Converting, we’re taking a different approach.
We are actively transitioning toward plastic-free, tree-free, plant-based substrates designed to reduce environmental impact without sacrificing quality. Our focus is on deep green chemistry—formulations that are both effective and environmentally responsible, without relying on harsh or unnecessary synthetic ingredients.
Our compostable wipes are made from naturally derived materials that are:
· Gentle on skin
· Effective in performance
· Designed to break down more responsibly
We also prioritize materials and processes that align with marine-safe standards, including considerations similar to those used in protecting vulnerable species like the Kemp’s ridley sea turtle. Reducing plastic waste and microfibers in marine environments isn’t just a trend—it’s part of a broader responsibility to protect ecosystems that are directly impacted by everyday products like wipes.
For brands looking to stand out, sustainability has to be more than a marketing claim. It needs to be built into the product from the ground up.
That means:
- Biodegradable, plant-based substrates
- Responsibly sourced ingredients
- Third-party certifications where applicable
- Packaging that reduces single-use plastics
At Rebel Converting, we help brands create products that are genuinely sustainable—not greenwashed. Because when done right, performance and sustainability don’t compete—they reinforce each other.
Why U.S.-Based Manufacturing Is a Strategic Advantage
The decision to manufacture domestically vs. offshore involves trade-offs in cost, speed, quality, and risk. For many brands in the wet wipe space, domestic manufacturing, particularly with a manufacturer that sources 100% USA-origin raw materials, delivers a decisive strategic advantage.
Supply Chain Resilience
The COVID-19 pandemic exposed catastrophic vulnerabilities in globally distributed supply chains. Brands with domestic manufacturing partners were able to respond; those dependent on overseas production faced months-long delays during the period of highest demand in the industry's history. Building your supply chain on a U.S. manufacturer reduces exposure to port congestion, international shipping volatility, currency fluctuation, geopolitical disruption, and lead time uncertainty.
Regulatory Alignment
FDA and EPA regulated products manufactured in the U.S. are subject to domestic oversight. Audits are easier, communication is faster, and there's no ambiguity about whether a foreign facility meets U.S. CGMP standards. For products making disinfecting claims or classified as medical devices, this isn't a minor consideration, it’s foundational to your regulatory strategy.
Speed and Agility
Rebel Converting is a family-owned, independent operation. There's no board of directors, no home office on the other side of the country, no approval chain slowing decisions. When an opportunity arises or a situation demands a fast response, we pivot. That agility is a genuine competitive advantage for brands that need a partner who moves at the speed of the market.
How to Choose the Right Wet Wipe Contract Manufacturer
We're going to give you an honest version of this, including a few questions that will make a bad manufacturer very uncomfortable.
Choosing a contract manufacturer is one of the most consequential decisions your brand will make. Get it wrong and you're looking at production delays, quality failures, regulatory problems, and a retail partner who's lost confidence in you. Get it right and you have a manufacturing partner who thinks about your brand almost as much as you do. Here's how to tell the difference.
1. Ask Them to Walk You Through a Regulatory Problem They've Solved
Don't ask "do you have FDA experience?" Everyone says yes. Ask them to describe a specific regulatory challenge they faced with a client's product and how they resolved it. Listen for specificity: which regulation, which product classification, which agency interaction, what the outcome was. Vague, general answers mean limited real experience. Specific, detailed answers mean they've actually been in the room when it counted.
2. Ask Who Owns the Formula
This matters more than most brands realize. Some manufacturers use house formulas, proprietary blends they supply to multiple clients. That means your competitor can buy essentially the same product from the same manufacturer. Make sure you understand whether you're getting a formula developed for you and owned by you, or a commodity formula with your label on it.
3. Ask Where Their Raw Materials Actually Come From
Don't accept "we source quality materials globally." Ask specifically: where does the substrate come from? Where do the chemical components originate? Where is the packaging manufactured? If they can't tell you with specificity, that's a supply chain risk you'll eventually absorb. At Rebel Converting, every raw material in our products originates in the USA. We can tell you that with certainty because we built the supply chain that way deliberately.
4. Visit the Facility Before You Sign Anything
There is no substitute for walking the floor. A manufacturer who runs a truly quality operation will welcome your visit, they’ll be proud of what you see. Look at the cleanliness of the production floor. Observe the attitude and behavior of the operators. Ask to see the lab. Look at how documentation is handled. A chaotic, disorganized facility does not produce consistent, reliable product, no matter what the sales presentation says.
We actively invite prospective clients to visit our Milwaukee and Saukville facilities. Come see us. We believe the cleanest, most modern facilities in the industry speak for themselves.
5. Find Out How They Handle Problems
Every manufacturer has production issues sometimes. What separates great manufacturers from mediocre ones isn't the absence of problems, it’s how fast they identify them, communicate them, and fix them. Ask specifically: what happens when a batch fails a quality test? Who gets notified, when, and what's the process? A manufacturer who assures you problems never happen is either dishonest or delusional. A manufacturer who can walk you through their non-conformance process in detail is the partner you want.
6. Ask What Percentage of Their Business Is Store Brands
This is the question most brands never think to ask — and it's one of the most revealing ones you can put on the table.
Here's why it matters. If a contract manufacturer is also producing a significant volume of store brand or private label products for large retailers, their loyalty is divided before you've even signed a contract. When production capacity gets tight — and it will, because demand is never perfectly predictable — who do you think gets prioritized? The retailer with ten SKUs and a multi-year volume commitment, or your brand with two?
Beyond capacity, there's a subtler problem. A manufacturer deep in the store brand business has a financial incentive to keep their house formulas generic and interchangeable across clients. That works great for the retailer who just wants the cheapest product on the shelf. It doesn't work for a brand that's trying to build something differentiated and defensible in the market.
Ask the question directly: what percentage of your production volume is store brand or retailer private label? A high number isn't automatically disqualifying, but it should inform how you structure the relationship — what IP protections you put in your contract, how you think about capacity guarantees, and how much of your brand's future you're comfortable putting in the hands of a manufacturer whose biggest customer might be your biggest competitor's retail shelf neighbor.
At Rebel Converting, we don't produce store brand products. We never have. Every product we make is for a brand that owns it — and that means our only job is to make your brand stronger.
The Rebel Converting Difference: We're Rebels with a Cause
We want to be careful here, because every manufacturer's website tells you they're different. So let us be specific about what that actually means for us and let you decide if it resonates.
We Don't Compete with Our Own Customers
Rebel Converting does not sell products under our own brand. We never have. Every wipe we produce belongs to our client's brand, not ours. This is a deliberate business model decision. We've watched other manufacturers blur that line,running their own private label alongside their contract business,and we think it's a conflict of interest. We believe in eliminating obstacles, not creating them.
We'll Tell You When You're Wrong, Respectfully
We believe in saving our customers money, even when it takes money out of our own pockets in the short term. That means if you come to us with a formula that's overengineered for what you're trying to do, we'll tell you. If a packaging choice is going to cause you shelf-life problems six months from now, we'll tell you before production, not after. We're not going to give you a yes so we can win your order and let you discover the problem later.
Our People Know Your Product
Rebel Converting's operators are experienced and stable, because we invest in them. We offer additional benefits, focus on long-term retention, and run robust training programs. High turnover is the silent quality killer in contract manufacturing. A new operator running your product for the first time doesn't know your product's quirks, its sensitivity, its critical control points. Our operators do. That institutional knowledge is worth more than any piece of equipment.
Our Equipment Is Built for Your Specifications, Not the Other Way Around
Most contract manufacturers run their product on whatever equipment happens to be configured that week. At Rebel, our converting equipment is extensively customized to meet demanding order specifications. We don't ask your product to fit our machine. We will configure our operation to serve your product. That distinction shows up in consistency, yield, and quality metrics every single run.
We Give Back, Because We Think That Matters

Rebel Reform, our social outreach arm, isn't a press release. Our community partners provide over four million pounds of food annually to those in need across southeastern Wisconsin. During COVID, we produced millions of free face masks from our in-house materials, because we had the capability and someone had to do it. Every year we host a bike giveaway for kids in our community: free refurbished bikes, new helmets, bike locks.
We believe that a business that only serves its own interests eventually stops deserving to exist. We're in this for the long haul,for our clients, our employees, our community, and the industry. That's what it means to be a rebel with a cause.
Frequently Asked Questions
What is the minimum order quantity for wet wipe contract manufacturing?
It depends on the product type, packaging format, and formulation complexity. Contact us directly to talk through your volume. We work with brands at various stages of growth, from emerging private label lines to large-scale OEM programs, and we'll tell you honestly what makes sense for your situation.
How long does it take to launch a new wet wipe product?
A product with an existing formula and simple packaging can move from signed agreement to finished goods in weeks. An EPA-registered disinfecting wipe developed from scratch needs more time, efficacy testing and regulatory coordination have to happen in sequence. We'll give you a realistic timeline upfront. We'd rather set expectations correctly than promise a launch date we can't hit.
Can Rebel Converting reformulate an existing product?
Yes, and we do it regularly. Brands come to us with formulas that aren't performing, that use ingredients now under regulatory scrutiny, or that have room for cost optimization. Our in-house lab evaluates existing formulas, identifies improvement opportunities, and develops optimized alternatives, while preserving the performance characteristics your product is known for.
Does Rebel Converting offer biodegradable and eco-friendly wipes?
Yes. We're actively transitioning to plant-based ,tree-free, plastic-free substrates and sustainable packaging. Our compostable wipes are made from naturally derived materials. If sustainability is a priority for your brand,and increasingly, it should be,we can build a product that delivers real environmental performance, not just green marketing claims.
Ready to Start a Conversation?
Whether you're launching your first private label wipe product or looking for a better manufacturing partner for an existing line, Rebel Converting is ready to help. We offer genuine personal service, full-spectrum manufacturing capability, 100% U.S.-origin raw materials, and a quality commitment backed by documented systems and measurable results.
We're not the right fit for every brand. But if you want a partner who is going to be honest with you, invest in your brand's success like it's their own business, and build products that actually perform the way they're supposed to,we'd like to talk.
Join the Rebelution!
Contact Rebel Converting:
- Website: rebelconverting.com
- Phone: (262) 235-4224
- Email: info@rebelconverting.com
- Milwaukee HQ: 11225 W. Heather Avenue, Milwaukee, WI 53224
- Saukville Facility: 655 N. Dekora Woods Blvd., Saukville, WI 53080

0 Comments